


Тна§ЗчЙмБЇЙПСЌНгЙЄвеИФНј
аХЯЂРраЭЃКаТЮХЖЏЬЌ аХЯЂРДдДЃКБОеОЗЂВМ ЬэМгЪБМфЃК2015/4/17 20:05:47 ЙизЂДЮЪ§ЃК
аХЯЂРраЭЃКаТЮХЖЏЬЌ аХЯЂРДдДЃКБОеОЗЂВМ ЬэМгЪБМфЃК2015/4/17 20:05:47 ЙизЂДЮЪ§ЃК
ЕМТлЃКБОЮФжївЊЙигкдВаЮЗчЙмЮоЗЈРМСЌНгЃЌНщЩмЗчЙмБЇЙПСЌНгЙЄвеММЪѕЕФвЛаЉИФНјЁЃ
вЛЁЂНсЙЙ
Тна§ЗчЙмБЇЙПСЌНгЕФНсЙЙШчЭМ1ЫљЪОЃЌСЌНгНгЙмЖЫдўжЦГіЙФНюЃЌВЂЪЙСэвЛЖЫЫѕЮЊаЁПкЃЌетбљУПвЛЖЮЗчЙмОЭГЩЮЊвЛЖЫДѓвЛЖЫаЁЃЌАДЫГЗчЗНЯђАВзАЃЌЭтУцгУБЇЙПНЋСНИіЙмЖЫЕФЙФНюБЇНєСЊНгЁЃ
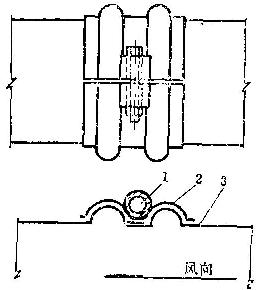
ЭМ1
1вЛЖњЛЗ 2вЛБЇЙП 3вЛЗчЙм
ЗчЙмЕФЙФНюМАБЇЙПОљгУбЙаЭЛњдўжЦЁЃЮЊСЫБЃжЄЗчЙмБЇЙПЕФдВЖШКЭБугкМгЙЄжЦзїЃЌБЇЙПгІЯШКИГЩвЛИіећЬхдВЛЗЃЌдўКУЙФНюКѓдйИюГЩСНАыЃЌзюКѓКИЩЯСЊНгЖњЛЗЁЃ
ЖўЁЂбЙаЭЛњ
бЙаЭЛњЕФдРэШчЭМ2ЫљЪОЁЃЕчЖЏЛњЙІТЪЮЊ3ЧЇЭпЃЌзЊЫй1430зЊЃЏЗжЃЌЭЈЙ§Ш§НЧЦЄДјТжЃЌЮЯТжЮЯИЫМѕЫйЃЌдйЭЈЙ§ГнТжДјЖЏФЃОпзЊЖЏЃЌДгЖјдўжЦГіЙФНюЁЃФЃОпзЊЫйЮЊ14зЊЃЏЗжЃЌГнТжФЃЪ§m=10ЃЌЫйБШi=1ЁЃЛЌПщ8вРППЫПИмКЭЕЏЛЩЩЯЯТЛЌЖЏЃЌЪЙЩЯЯТФЃОпдкдўжЦЙФНюЙ§ГЬжаж№НЅППТЃЃЌгЩгкВЩгУДѓФЃЪ§ГнТжЃЌГнШЋИпДя22КСУзЃЌДѓИЩЛЌПщааГЬЃЎвђДЫГнТжВЛЛсЭбПЊЁЃ
ЙФНюзюКУГЩХњдўжЦЃЌЗёдђЛсвђФЃОпИќЛЛЦЕЗБЖјгАЯьаЇТЪЁЃ
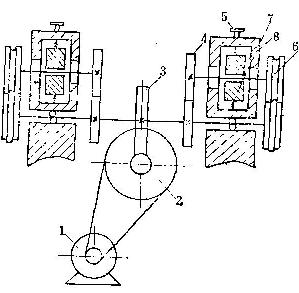
ЭМ2
1-ЕчЖЏЛњЃЌ2-ЦЄДјТжЃЛ3-ЮЯТжЃЌ4-ГнТжЃЌ 5-ЫПИмЃЌ6-ФЃОпЃЌ 7-ЕЏЛЩЃЌ8-ЛЌПщ
ЭМ3ЮЊбЙаЭЛњЭтаЮЭМЃЌЕВТжЛњЙЙ1ПЩвдЩЯЯТЕїећ30КСУзЃЌЧАКѓЕїећ20КСУзЃЌвдЪЪгІ ЙмОЖЕФБфЛЏЃЌЕїдВЛњЙЙ2гУРДПижЦЭждВЖШЃЈМћЭМ4ЃЉЁЃЕВАх3ЃЌЪЙЗчЙмБЇЙПЬѕСЯдкдўжЦЙФНюЪБВЛАкЖЏВЂБЃжЄЦфДЙжБЖШЁЃдўжЦЪБШчГіЯжХмЦЋЁЂЖЯСбЯжЯѓЃЌгІСЂМДЗжРыФЃОпЃЌЗёдђЛсвђЮоЗЈжиаТдўжЦЖјНиШЅЙмЖЫЁЃ
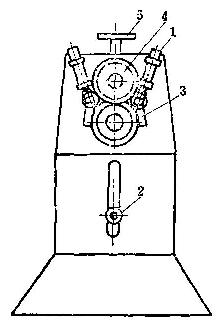
ЭМ3
1-ЕВТжЛњЙЙЃЌ2-ЕїдВЛњЙЙЃЌ3-ЕВАх-4-ФЃОпЃЌ5-ЫПИм
дўжЦЖЬЗчЙмКЭВПМўЪБЃЌРћгУЕВТжПижЦЖЫУцДЙжБЖШЃЌдўжЦГЄЗчЙмЪБЃЌвЊгУЭаМмЪЙЗчЙмжааФЯпЫЎЦНЃЌЗёдђЛсХмЦЋГЩЮЊЭМ5ЫљЪОЕФЯжЯѓЁЃ
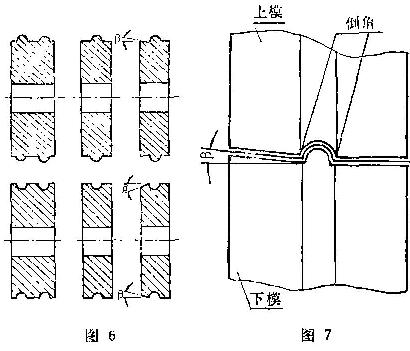
Ш§ЁЂФЃОп
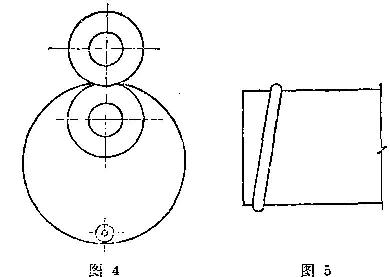
ФЃОпЗжЮЊдўжЦЙмЕРДѓЭЗЁЂаЁЭЗКЭБЇЙПШ§жжЃЎМћЭМ6ЁЃбЙжЦЪБгЩгкЛЌПщМфЯЖМАФгЖШгАЯьЛсгаЫѕПкЯжЯѓЃЌДѓПкБфаЁЃЌГаВхРЇФбЃЌвђДЫДѓЭЗФЃОпгІзіГЩШчЭМ7ЫљЪОЃЌДѓПкЖЫГЩвЛBНЧЃЌИУНЧгІЪЪвЫЃЌЙ§ДѓЃЈЬиБ№ЪЧдўжЦ0.5ЁЋ0.75КСУзЕФЬњЦЄЗчЙмЪБЃЉвзГіЯжНгПкЖЯСбЯжЯѓЁЃ
БОЛњдўжЦЗЖЮЇЃКАхКёOЁЃ5ЁЊ1.2КСУзЁЃ
ЫФЁЂАВзА
Тна§ЗчЙмБЇЙПСЌНгЙЄвегІВЩгУМЏжаМгЙЄзщХХЃЌЯжГЁЖдКХАВзАЕФЗНЗЈЃЌжЛвЊБЃжЄдўжЦжЪСПКЭзщХХГпДчЃЌЯжГЁАВзАОЭВЛЛсГіЯжДѓЕФЮЪЬтЁЃжЛЪЧгЩгкЙмЖЫКЭБЇЙПЕФжЦзїЮѓВюЃЌМаНєТнЫЈЕФТнФИВЛЬЋКУХЁЃЌгШЦфЪЧЙмОЖдк300КСУзвдЯТЕФаЁЗчЙмНЯЮЊбЯжиЃЌШєВЩгУЭМ8ЫљЪОЕФзЈгУМаОпЃЌАВзАОЭЗНБуЖјМђЕЅЁЃ
ЮЊСЫБмУтЩЯЪіШБЕуЃЌЮвУЧНЋвЛЖњЛЗИФГЩКИЩЯвЛИіТнФИЃЌВЛНіАВзАЗНБуЃЌЖјЧвМѕЖЬСЫТнЫЈЕФГЄЖШЁЃ
ЮхЁЂгХЕу
Тна§ЗчЙмБЇЙПСЌНгКЭвдЧАгУЕФЗчЙмЗЈРМСЌНгЯрБШНЯЃЌжївЊгаЯТСагХЕуЃК
1ЃЎНкЪЁНЧИжЁЂЗЈРМТнЫЈЁЂУЖЄЕШВФСЯЃЌдМеМећИіЯЕЭГЗчЙмгУИжСПЕФ%зѓгвЁЃ
2ЃЎМѕЧсРЭЖЏЧПЖШЃЌЬсИпЙЄзїаЇТЪЃЌСЊНгжЪСПКУЁЃУтГ§ШЫЙЄЕїећЗЈРМЭждВЖШЁЂЗчЙмХќБпЁЂУНгЗЈРМЕШЙЄвеТфКѓЁЂРЭЖЏЧПЖШДѓЁЂЗбСІЗбСЯЕФЙЄађЃЌМѕЩйАВзАЙЄзїСПЃЌЬсИпЙЄаЇдМ28%ЁЃ
3ЃЎЮоЗЈРМСЊНгБугкМЏжадЄжЦЃЌГЩХњЩњВњЃЌМђЛЏЙЄвеСїГЬЃЌЬсИпЙЄвЕЛЏЫЎЦНЃЌМгПьЪЉЙЄНјЖШЁЃ
ЁѓЩЯвЛЦЊТна§ЗчЙмЮФеТЃКТна§ЗчЙмЮоЗЈРМСЌНгЕФМИжжЗНЪН
ЁѓЯТвЛЦЊЭЈЗчЙмЕРЮФеТЃКЧѓТна§ЗчЙмМгЙЄВЩгУЕФЗНЪНЃП
вЛЁЂНсЙЙ
Тна§ЗчЙмБЇЙПСЌНгЕФНсЙЙШчЭМ1ЫљЪОЃЌСЌНгНгЙмЖЫдўжЦГіЙФНюЃЌВЂЪЙСэвЛЖЫЫѕЮЊаЁПкЃЌетбљУПвЛЖЮЗчЙмОЭГЩЮЊвЛЖЫДѓвЛЖЫаЁЃЌАДЫГЗчЗНЯђАВзАЃЌЭтУцгУБЇЙПНЋСНИіЙмЖЫЕФЙФНюБЇНєСЊНгЁЃ
ЭМ1
1вЛЖњЛЗ 2вЛБЇЙП 3вЛЗчЙм
ЗчЙмЕФЙФНюМАБЇЙПОљгУбЙаЭЛњдўжЦЁЃЮЊСЫБЃжЄЗчЙмБЇЙПЕФдВЖШКЭБугкМгЙЄжЦзїЃЌБЇЙПгІЯШКИГЩвЛИіећЬхдВЛЗЃЌдўКУЙФНюКѓдйИюГЩСНАыЃЌзюКѓКИЩЯСЊНгЖњЛЗЁЃ
ЖўЁЂбЙаЭЛњ
бЙаЭЛњЕФдРэШчЭМ2ЫљЪОЁЃЕчЖЏЛњЙІТЪЮЊ3ЧЇЭпЃЌзЊЫй1430зЊЃЏЗжЃЌЭЈЙ§Ш§НЧЦЄДјТжЃЌЮЯТжЮЯИЫМѕЫйЃЌдйЭЈЙ§ГнТжДјЖЏФЃОпзЊЖЏЃЌДгЖјдўжЦГіЙФНюЁЃФЃОпзЊЫйЮЊ14зЊЃЏЗжЃЌГнТжФЃЪ§m=10ЃЌЫйБШi=1ЁЃЛЌПщ8вРППЫПИмКЭЕЏЛЩЩЯЯТЛЌЖЏЃЌЪЙЩЯЯТФЃОпдкдўжЦЙФНюЙ§ГЬжаж№НЅППТЃЃЌгЩгкВЩгУДѓФЃЪ§ГнТжЃЌГнШЋИпДя22КСУзЃЌДѓИЩЛЌПщааГЬЃЎвђДЫГнТжВЛЛсЭбПЊЁЃ
ЙФНюзюКУГЩХњдўжЦЃЌЗёдђЛсвђФЃОпИќЛЛЦЕЗБЖјгАЯьаЇТЪЁЃ
ЭМ2
1-ЕчЖЏЛњЃЌ2-ЦЄДјТжЃЛ3-ЮЯТжЃЌ4-ГнТжЃЌ 5-ЫПИмЃЌ6-ФЃОпЃЌ 7-ЕЏЛЩЃЌ8-ЛЌПщ
ЭМ3ЮЊбЙаЭЛњЭтаЮЭМЃЌЕВТжЛњЙЙ1ПЩвдЩЯЯТЕїећ30КСУзЃЌЧАКѓЕїећ20КСУзЃЌвдЪЪгІ ЙмОЖЕФБфЛЏЃЌЕїдВЛњЙЙ2гУРДПижЦЭждВЖШЃЈМћЭМ4ЃЉЁЃЕВАх3ЃЌЪЙЗчЙмБЇЙПЬѕСЯдкдўжЦЙФНюЪБВЛАкЖЏВЂБЃжЄЦфДЙжБЖШЁЃдўжЦЪБШчГіЯжХмЦЋЁЂЖЯСбЯжЯѓЃЌгІСЂМДЗжРыФЃОпЃЌЗёдђЛсвђЮоЗЈжиаТдўжЦЖјНиШЅЙмЖЫЁЃ
ЭМ3
1-ЕВТжЛњЙЙЃЌ2-ЕїдВЛњЙЙЃЌ3-ЕВАх-4-ФЃОпЃЌ5-ЫПИм
дўжЦЖЬЗчЙмКЭВПМўЪБЃЌРћгУЕВТжПижЦЖЫУцДЙжБЖШЃЌдўжЦГЄЗчЙмЪБЃЌвЊгУЭаМмЪЙЗчЙмжааФЯпЫЎЦНЃЌЗёдђЛсХмЦЋГЩЮЊЭМ5ЫљЪОЕФЯжЯѓЁЃ
Ш§ЁЂФЃОп
ФЃОпЗжЮЊдўжЦЙмЕРДѓЭЗЁЂаЁЭЗКЭБЇЙПШ§жжЃЎМћЭМ6ЁЃбЙжЦЪБгЩгкЛЌПщМфЯЖМАФгЖШгАЯьЛсгаЫѕПкЯжЯѓЃЌДѓПкБфаЁЃЌГаВхРЇФбЃЌвђДЫДѓЭЗФЃОпгІзіГЩШчЭМ7ЫљЪОЃЌДѓПкЖЫГЩвЛBНЧЃЌИУНЧгІЪЪвЫЃЌЙ§ДѓЃЈЬиБ№ЪЧдўжЦ0.5ЁЋ0.75КСУзЕФЬњЦЄЗчЙмЪБЃЉвзГіЯжНгПкЖЯСбЯжЯѓЁЃ
БОЛњдўжЦЗЖЮЇЃКАхКёOЁЃ5ЁЊ1.2КСУзЁЃ
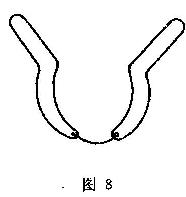
ЫФЁЂАВзА
Тна§ЗчЙмБЇЙПСЌНгЙЄвегІВЩгУМЏжаМгЙЄзщХХЃЌЯжГЁЖдКХАВзАЕФЗНЗЈЃЌжЛвЊБЃжЄдўжЦжЪСПКЭзщХХГпДчЃЌЯжГЁАВзАОЭВЛЛсГіЯжДѓЕФЮЪЬтЁЃжЛЪЧгЩгкЙмЖЫКЭБЇЙПЕФжЦзїЮѓВюЃЌМаНєТнЫЈЕФТнФИВЛЬЋКУХЁЃЌгШЦфЪЧЙмОЖдк300КСУзвдЯТЕФаЁЗчЙмНЯЮЊбЯжиЃЌШєВЩгУЭМ8ЫљЪОЕФзЈгУМаОпЃЌАВзАОЭЗНБуЖјМђЕЅЁЃ
ЮЊСЫБмУтЩЯЪіШБЕуЃЌЮвУЧНЋвЛЖњЛЗИФГЩКИЩЯвЛИіТнФИЃЌВЛНіАВзАЗНБуЃЌЖјЧвМѕЖЬСЫТнЫЈЕФГЄЖШЁЃ
ЮхЁЂгХЕу
Тна§ЗчЙмБЇЙПСЌНгКЭвдЧАгУЕФЗчЙмЗЈРМСЌНгЯрБШНЯЃЌжївЊгаЯТСагХЕуЃК
1ЃЎНкЪЁНЧИжЁЂЗЈРМТнЫЈЁЂУЖЄЕШВФСЯЃЌдМеМећИіЯЕЭГЗчЙмгУИжСПЕФ%зѓгвЁЃ
2ЃЎМѕЧсРЭЖЏЧПЖШЃЌЬсИпЙЄзїаЇТЪЃЌСЊНгжЪСПКУЁЃУтГ§ШЫЙЄЕїећЗЈРМЭждВЖШЁЂЗчЙмХќБпЁЂУНгЗЈРМЕШЙЄвеТфКѓЁЂРЭЖЏЧПЖШДѓЁЂЗбСІЗбСЯЕФЙЄађЃЌМѕЩйАВзАЙЄзїСПЃЌЬсИпЙЄаЇдМ28%ЁЃ
3ЃЎЮоЗЈРМСЊНгБугкМЏжадЄжЦЃЌГЩХњЩњВњЃЌМђЛЏЙЄвеСїГЬЃЌЬсИпЙЄвЕЛЏЫЎЦНЃЌМгПьЪЉЙЄНјЖШЁЃ
ЁѓЩЯвЛЦЊТна§ЗчЙмЮФеТЃКТна§ЗчЙмЮоЗЈРМСЌНгЕФМИжжЗНЪН
ЁѓЯТвЛЦЊЭЈЗчЙмЕРЮФеТЃКЧѓТна§ЗчЙмМгЙЄВЩгУЕФЗНЪНЃП
ЁОТна§ЗчЙмБЇЙПСЌНгЙЄвеИФНјЁП
24аЁЪБзЩбЏШШЯпЃК153-0532-3032 ЬяОРэ -
ЗўЮёаХЯфЃКtianlin1972@163.com ПЭЗўQQЃК2662810061 ТГICPБИ13008873КХ
ЕижЗЃКжаЙњЁЄЩНЖЋЁЄЧрЕКРГЮїЪабЬЬЈФЯТЗ12КХ - зЩбЏШШЯпЃК+86-532-6603 9658 - ДЋецЃК+86-532-6603 9658
Copyright © 2013 srduct.com Inc. All Rights Reserved. Дѓе§ЭЈЗчЙмЕР АцШЈЫљга Design ByЃКРГЮїРЖКќЙуИцЩшМЦгЁЫЂ
ВЃУОИДКЯЗчЙм - ЗгШЉИДКЯЗчЙм - Тна§ЗчЙм - ЭЈЗчЙмЕР - ЙВАхЗЈРМЗчЙм - Тна§ЗчЙм
ЕижЗЃКжаЙњЁЄЩНЖЋЁЄЧрЕКРГЮїЪабЬЬЈФЯТЗ12КХ - зЩбЏШШЯпЃК+86-532-6603 9658 - ДЋецЃК+86-532-6603 9658
Copyright © 2013 srduct.com Inc. All Rights Reserved. Дѓе§ЭЈЗчЙмЕР АцШЈЫљга Design ByЃКРГЮїРЖКќЙуИцЩшМЦгЁЫЂ
ВЃУОИДКЯЗчЙм - ЗгШЉИДКЯЗчЙм - Тна§ЗчЙм - ЭЈЗчЙмЕР - ЙВАхЗЈРМЗчЙм - Тна§ЗчЙм